Procedury dekontaminacyjne w gabinetach zabiegowych
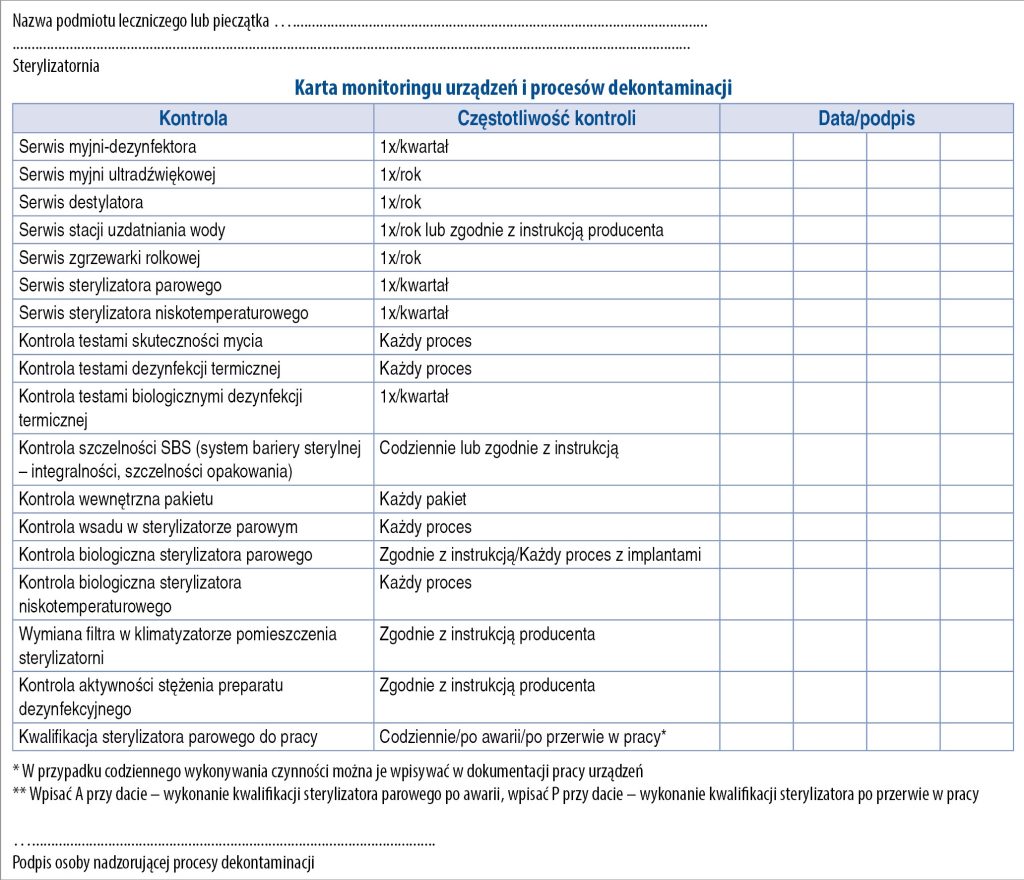
6. Procedura kwalifikowania sterylizatora parowego do pracy w każdym dniu
6.1. Kontrola sterylizatora parowego, przewodów, czystości sterylizatora oraz komory wewnętrznej, poziomu wody destylowanej, jakości filtra powietrza, jakości uszczelki drzwi, jakości filtra na dnie komory.
6.2. Wykonanie testu próżniowego (inna nazwa test szczelności).
6.2.1. Prawidłowy wynik testu próżniowego kwalifikuje sterylizator do pracy.
6.2.2. Nieprawidłowy wynik testu próżniowego dyskwalifikuje sterylizator do pracy – należy wezwać serwis do sterylizatora parowego.
6.3. Wykonanie programu szybkiego (dla narzędzi nieopakowanych) w celu nagrzania komory sterylizatora przed wykonaniem testu Bowie-Dicka.
6.4. Wykonanie programu Bowie-Dicka z testem Bowie-Dicka (test typu 2 do zadań specjalnych, kontroli jakości pary wodnej i obecności gazów niekondensujących. Może to być pakiet jednorazowego użytku lub test typu Bowie-Dick,a czyli przyrząd i test Bowie-Dicka).
6.4.1. Prawidłowy wynik testu Bowie-Dicka kwalifikuje sterylizator do pracy.
6.4.2. Nieprawidłowy wynik testu Bowie-Dicka dyskwalifikuje sterylizator do pracy – można powtórzyć test Bowie-Dicka – w razie nieprawidłowego wyniku należy wezwać serwis do sterylizatora parowego.
6.5. Prawidłowe wyniki testów kwalifikujących sterylizator do pracy pozwalają na wykonanie procesów sterylizacji parowej.
6.6. Każdy rozpoczęty proces sterylizacji należy monitorować za pomocą (11):
6.6.1. wskaźników fizycznych, widocznych na ekranie sterylizatora lub zapisanych na wydruku,
6.6.2. wskaźników chemicznych: systemu kontroli wsadu. Inne określenia to: przyrząd do kontroli procesu sterylizacji, czyli testy wsadu. Zgodnie z normą PN-EN-ISO 11140-1 testy typu 2 do zadań specjalnych składające się z przyrządu i testu typu. Mogą to być tzw. testy wsadu BMS (Batch Monitoring System) lub przyrząd testowy procesu/symulator wyrobu medycznego PCD [...]

Komentarze





Czytaj najciekawsze teksty branżowe
Dołącz do odbiorców newslettera!
Strefa wiedzy
712 praktycznych artykułów - 324 ekspertów - 16 kategorii tematycznych


















Czytaj najciekawsze teksty branżowe
Dołącz do odbiorców newslettera!